
- 网站导航 -
Address: Home > News > Common problem >
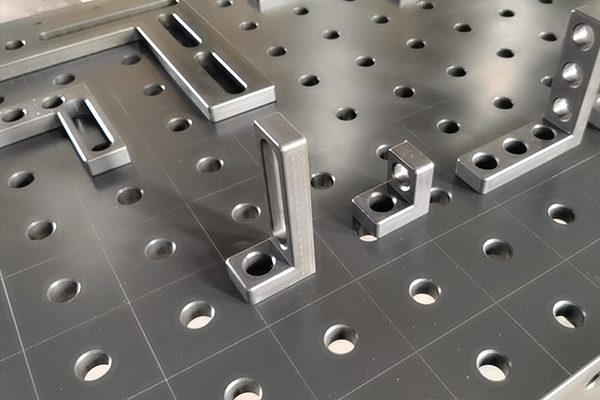
Problems arising from the development of three-dimensional flexible welding table
Time:2024-02-01 11:25:14 Author:Fadetong Clicks:180Second-rate
At present, my country's three-dimensional flexible welding tooling platform casting industry is developing, and the problems arising from its development are worth thinking about and facing.
1. Pinholes occur in metal castings
Measures to prevent pinholes: It is strictly forbidden to use contaminated cast aluminum alloy materials, materials stained with compounds, and materials that are severely oxidized and corroded; control the smelting process and strengthen degassing and refining; control the thickness of the metal coating, as excessive thickness can easily cause pinholes; The mold temperature should not be too high, and chilling measures should be used for thick-walled parts of the casting, such as inlaying copper blocks or watering; when using sand molds, strictly control the moisture and try to use dry cores.
2. Porosity often occurs in metal three-dimensional flexible welding table castings
Measures to prevent the occurrence of pores: Modify the unreasonable pouring and riser system to stabilize the liquid flow and avoid gas involvement; the mold and core should be preheated in advance, then coated with paint, and dried before use; design the mold and Adequate venting measures should be considered for the core.
3. Oxidation and slag inclusions often occur in metal three-dimensional flexible welding table castings.
Measures to prevent oxidation and slag inclusions: Strictly control the smelting process, smelting, reducing oxidation, and removing slag; Al-Mg alloys are smelted under covering agents; furnaces and tools must be clean and free of oxides, and should be preheated. Paints should be Drying is used; the designed pouring system has the ability to stabilize flow, buffering, and skimming; an inclined pouring system is used to stabilize the liquid flow without causing secondary oxidation; the selected paint must have strong adhesion and will not peel off and enter during the pouring process. Slag inclusions form in castings.
4. Hot cracking often occurs in metal three-dimensional flexible welding table castings
Measures to prevent thermal cracking: local overheating should be avoided during the actual pouring system to reduce internal stress; the slope of the mold and core should be above 2°, and the core can be pulled out to open the mold once the pouring riser is solidified. Sand cores can be used instead of metal molds. core; control the thickness of the coating to make the cooling rate of each part of the casting consistent; select the appropriate mold temperature according to the thickness of the casting; refine the alloy structure to improve the hot cracking ability; improve the structure of the casting, sharp corners and sudden changes in wall thickness to reduce the tendency of hot cracking.
5. Metal castings often appear loose.
Measures to prevent loosening: Reasonable riser setting, which solidifies and has feeding ability; appropriately lower the working temperature of the metal mold; control the thickness of the coating and thin the thick wall; adjust the cooling rate of each part of the metal mold to make the three-dimensional The thick wall of the flexible welding table casting has greater chilling capacity; the metal pouring temperature should be appropriately reduced.